Solvent Recovery System
The Global Antico Solvent Recovery System is a comprehensive multi-solvent distillation and purification plant designed for the recovery, upgrading, and reuse of industrial solvents from manufacturing process streams. The system integrates three complementary separation technologies: atmospheric distillation for standard boiling-point solvents, vacuum distillation for high-boiling or thermally sensitive solvents, and thin film / wiped film evaporation (WFE/TFE) for high-viscosity residues, polymeric-contaminated streams, or solvents susceptible to thermal degradation. Solvent mixtures are characterized at feed sampling and the distillation sequence is configured accordingly, separating mixed solvent streams into individual recovered products meeting reuse purity specifications.
The WFE stage is particularly critical for pharmaceutical and fine chemical applications, where product decomposition at high temperature must be avoided. A rotor-driven thin film ensures a residence time of only seconds on the heated evaporator surface, dramatically reducing thermal stress. The entire plant is engineered to ATEX Zone-1 classification — all motors, instrumentation, and electrical components are explosion-proof, with inert gas (N₂) blanketing throughout to eliminate ignition risk. A heat recovery system integrating condenser duty with feed pre-heating reduces specific energy consumption by 30–45% compared to conventional designs. Systems are available for batch, semi-continuous, or fully continuous operation, with capacities from 100 L/hr to 20,000 L/hr, in SS 316L, Hastelloy C-276, or glass-lined construction based on solvent chemistry.

- Recovery Efficiency >98% Solvent Recovery
- Capacity Range 100 L/hr – 20,000 L/hr
- Technology Options WFE / TFE / Vacuum / Atmospheric Dist.
- Material SS 316L / Hastelloy C-276 / Glass-lined
- Explosion Safety ATEX Zone-1 certified design
- Energy Savings 30–45% vs conventional design
Key Features
-
Wiped film / thin film evaporators for thermally sensitive solvents
Wiped film / thin film evaporators for thermally sensitive solvents
-
Multi-effect atmospheric and vacuum distillation columns
Multi-effect atmospheric and vacuum distillation columns
-
Integrated vacuum system for low-boiling-point solvents
Integrated vacuum system for low-boiling-point solvents
-
ATEX Zone-1 explosion-proof electrical and instrumentation
ATEX Zone-1 explosion-proof electrical and instrumentation
-
N₂ blanketing throughout for zero ignition risk
N₂ blanketing throughout for zero ignition risk
-
Heat integration reducing specific energy consumption by 30–45%
Heat integration reducing specific energy consumption by 30–45%
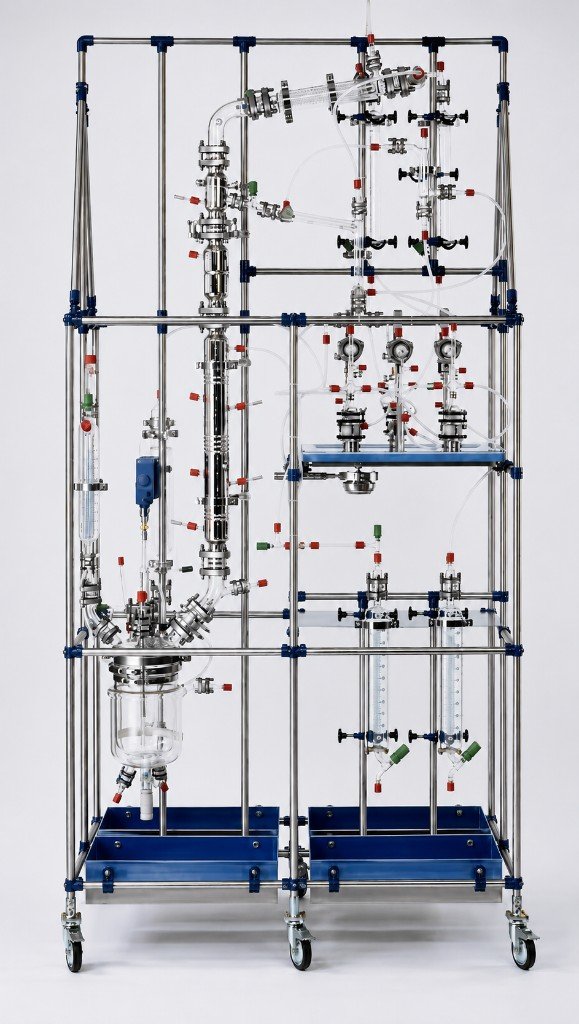
System Components
Modular assemblies engineered for reliable integration, service access, and scale-up from laboratory to pilot plant operation.
Applications
- Pharmaceutical API manufacturing — acetone, IPA, ethanol, DCM, toluene recovery
- Specialty chemicals and fine chemical manufacturing
- Paints, coatings, and adhesives solvent reclaim
- Electronic materials and semiconductor cleaning solvent recovery
- Agrochemical and pesticide manufacturing solvent reuse
- Printing industry and packaging solvent recovery
- Oil & gas processing
- Water treatment
Technical Specifications
| Parameter | Specification |
|---|---|
| Recovery Efficiency | >98% Solvent Recovery |
| Capacity Range | 100 L/hr – 20,000 L/hr |
| Technology Options | WFE / TFE / Vacuum / Atmospheric Dist. |
| Material | SS 316L / Hastelloy C-276 / Glass-lined |
| Explosion Safety | ATEX Zone-1 certified design |
| Energy Savings | 30–45% vs conventional design |
| Operation Mode | Batch / Semi-continuous / Continuous |
| N₂ Blanketing | Standard on all solvent systems |
| Performance Guarantee | Performance Guarantee: Minimum 98% solvent recovery at specified feed composition. Recovered solvent purity meeting client-defined reuse specification — contractually verified at SAT by GC analysis. |
Related Products


FAQ
What capacity range is available for Solvent Recovery System?
We offer project-specific sizing from laboratory benchtop scale through pilot and production volumes. Contact our engineers with your batch size and process requirements for a tailored recommendation.
Can this unit be integrated with existing plant automation?
Yes. All systems support standard instrumentation signals and can interface with DCS, PLC, or standalone controllers. Custom I/O and recipe control packages are available.
What material options are available?
Borosilicate glass, glass-lined steel, stainless steel, and specialty alloys including Hastelloy can be specified based on your process chemistry, temperature, and pressure requirements.
Do you provide installation and commissioning?
Global Lindus provides on-site installation supervision, commissioning, operator training, and optional IQ/OQ documentation for regulated industries.
What is the typical delivery lead time?
Standard configurations ship in 4–8 weeks. Custom skid assemblies and large production units may require 12–16 weeks depending on scope and material availability.